-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Tuote
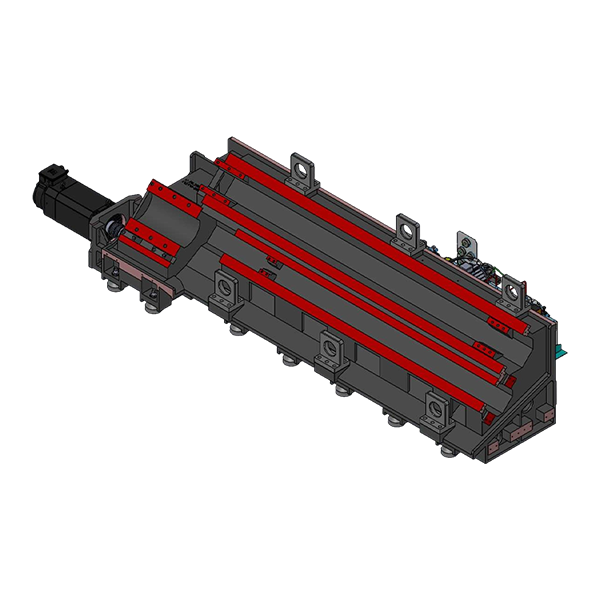
CKX-sarja - Mukautettava kaksikarainen sorvaus- ja jyrsinkone





- KUVAUS
- TEKNISET PARAMETRIT
- OTA YHTEYTTÄ
TEKNISET PARAMETRIT
 | Perusjohdanto |
| Karan pää / vääntömomentin arvo | 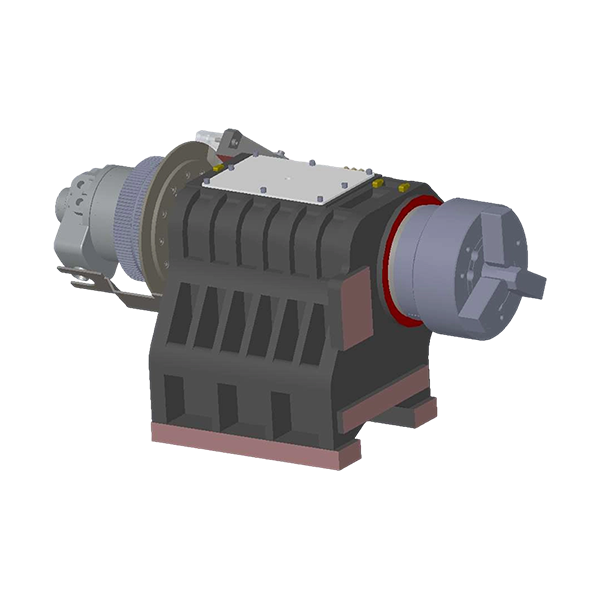 |
 | Surullinen dle ·Y-akselilla on kaksoiskarkaistu ohjausrata, joka lisää tehollista jänneväliä ja tarjoaa optimaalisen jäykkyyden leikkaussyötölle. |
| Y-akselin kompensointi ·X-akselissa on kaksinkertainen kovakiskokokoonpano, mikä lisää tehollista jänneväliä ja tarjoaa optimaalisen jäykkyyden leikkaussyötölle. |  |
 | Tehoa Torni CKX750 |
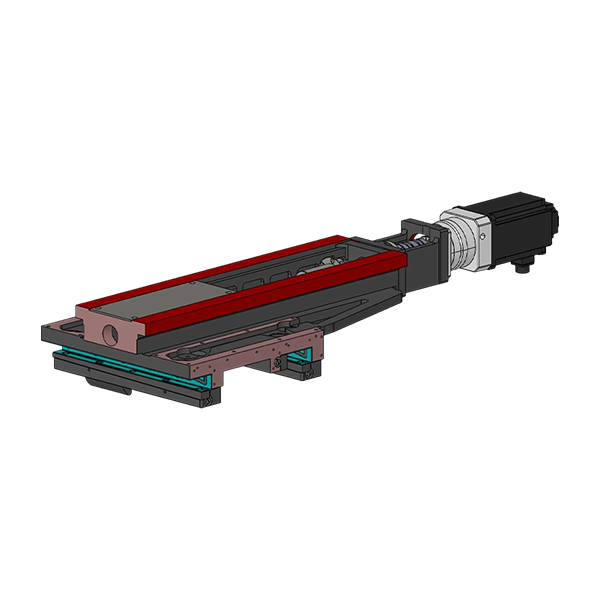
| Tailstock W-akselilla on kaksoiskarkaistu ohjausrata, joka lisää tehollista jänneväliä ja tarjoaa optimaalisen syöttöjäykkyyden. | 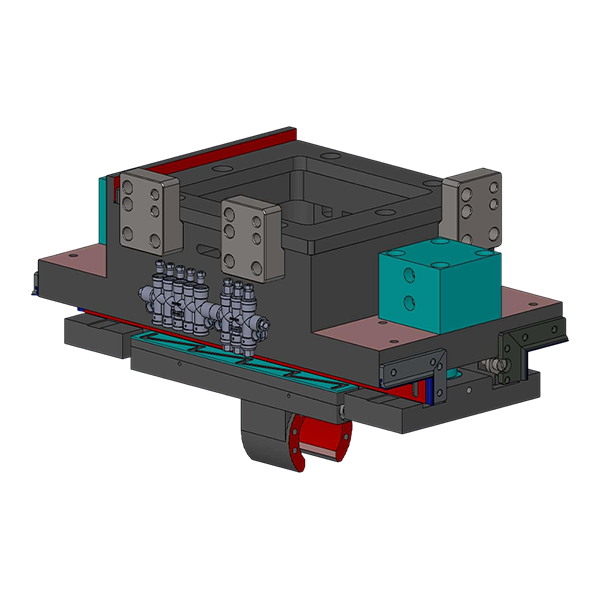 |
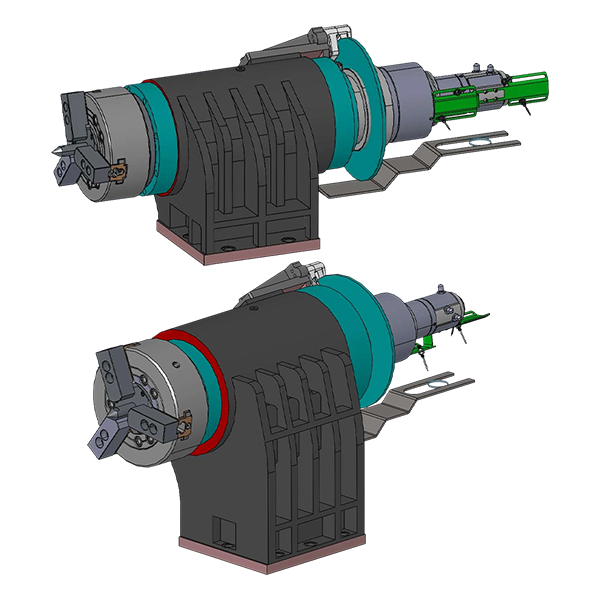 | Sähköinen kara CKX750 |
| Keskusta Lepää | 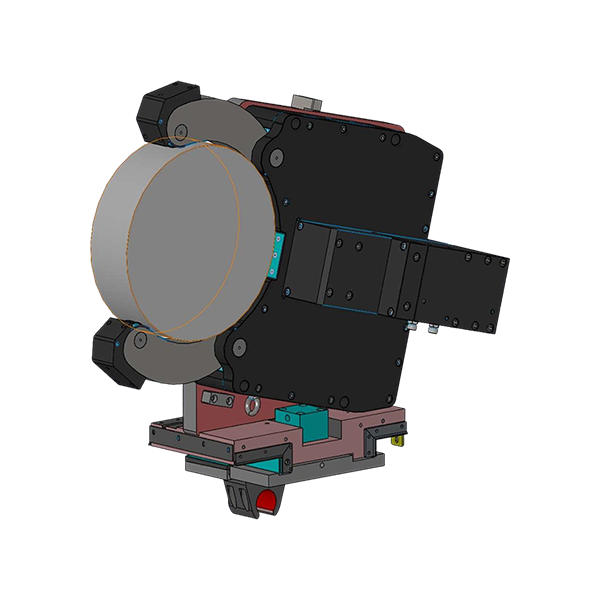 |


MEISTÄ
Omistettu yksinomaan sorvaus-jyrsintätekniikan kehittämiseen
Vuonna 2015 perustettu yritys toimii integroituna valmistus- ja kauppayhtiönä, joka hoitaa kaiken tuotekehityksestä ja tuotannosta myyntiin ja huoltoon. Edistyneillä koneistuslaitoksilla, kuten CNC-pukkityöstökeskuksilla, pintahiomakoneilla ja ohjausratahiomakoneilla, ylläpidämme tiukkaa laadunvalvontaa koko tuotantoprosessin ajan – valusta ja kokoonpanosta valmiiden koneiden myyntiin ja myynnin jälkeiseen tukeen. Työstökoneemme ovat laajalti tunnustettuja innovatiivisesta suunnittelustaan, luotettavasta suorituskyvystään, korkeasta tarkkuudestaan, erinomaisesta kustannustehokkuudestaan ja kattavasta palvelustaan.
-
0
 Perusta sisään
Perusta sisään
-
0+
 Rakennusalue
Rakennusalue
-
0+
 Työntekijät
Työntekijät
-
0+
 Vientimaa
Vientimaa

KUNNIATODISTUS
SERTIFIKAATTI




Kiinnitä huomiota uusimpiin uutisiin ja näyttelyihin
 Näytä kaikki uutiset
Näytä kaikki uutiset
Uutiset ja näkemykset
-
 Teollisuuden uutisia
Teollisuuden uutisia -
Teollisuuden uutisia
-
Teollisuuden uutisia
-
Teollisuuden uutisia
TOIMIALATIEDOT
Kun sorvauskomposiitti todella voittaa "sorvimyllyn"
A tehokas koneistus sorvausjyrsintäkomposiittityöstökone osoittaa etunsa, kun kappale tarvitsee useita peruspistemuunnoksia (sorvaus, jyrsintä, poraus, kierteitys, off-center-ominaisuudet, kulmikkaat reiät) ja toleranssiketju on tiukka. Jos siirrät osaa koneiden välillä, jokainen uudelleenkiristin lisää virheitä sekä "piilokustannuksia" asennusajasta ja prosessinaikaisesta tarkastuksesta.
- Osat, joissa on koaksiaaliset prismaominaisuudet: yksi kiinnitys säilyttää samankeskisyyden ja todellisen sijainnin paremmin.
- Keskikokoiset erät toistuvilla vaihdoilla: vähemmän kiinnikkeitä ja vähemmän siirtymiä vähentävät leikkausaikaa.
- Arvokkaat osat: romun riski laskee, kun prosessi yhdistetään ja sitä valvotaan yhdessä ohjausjärjestelmässä.
Omalla linjallamme pidämme T&K- ja prosessien parantamisen keskittyneenä yhteen asiaan – sorvauskonekomposiittitekniikkaan – joten iterointinopeus pysyy korkeana ja alustasta tulee kypsempi ja pienempi epäonnistumisaste ajan myötä.
Datum-strategia: Kuinka suojata samankeskisyyttä ja todellista sijaintia
Sorvausjyrsintäkomposiitissa suurin tarkkuushyöty tulee usein peruspisteen suunnittelusta eikä mikronitason teknisten tietojen jahtaamisesta. Tavoitteena on pitää toiminnalliset pinnat suhteessa vakaaseen peruspisteeseen kaikissa operaatioissa.
Käytännön säännöt, jotka vähentävät toleranssien pinoamista
- Käännä ensisijainen paikannushalkaisija ja pinta ensin ja jyrsi sitten piirteet, jotka viittaavat näihin pintoihin.
- Käytä koettimia sulkeaksesi silmukan rouhinnan jälkeen ennen kriittisten kuvioiden viimeistelyä.
- Vältä uudelleenkiinnitystä, ellei se ole välttämätöntä; tarvittaessa määritä peruspiste uudelleen käyttämällä karan sisäistä mittapäätä ja erityisiä paikannusominaisuuksia.
- Pidä työstöradat yhdenmukaisina GD&T:n kanssa: viimeistele toleranssia rajoittavat pinnat viimeiseksi muodonmuutosvaikutusten minimoimiseksi.
Yleinen ostajan virhe on "spec shopping" samalla kun se jättää huomiotta datam-kurin. Oikeassa tuotannossa yhden asennuksen datan jatkuvuus on yleensä isompi vipu.
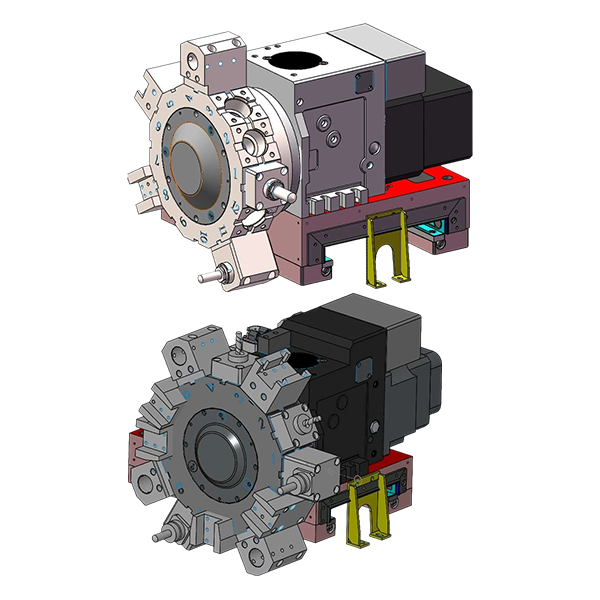
B-akseli vs. kiinteä jyrsintä: mitä saat, mitä sinun on hallittava
B-akselin (tai vastaavan moniakselisen jyrsintäominaisuuden) lisääminen laajentaa ominaisuusverhoa – kulmat pinnat, yhdistelmäreiät, vapaamuotoinen jyrsintä – ilman toissijaisia asetuksia. Kompromissi on se, että kalibroinnilla ja prosessikurilla on enemmän merkitystä.
| Kyky | Parhaiten sopivat sovellukset | Keskeinen ohjauspiste |
|---|---|---|
| Kiinteäkulmainen jyrsintä | Urat, tasaiset, pulttiympyrät | Karan ja työstön välisen siirtymän vakaus |
| B-akseli / moniakselijyrsintä | Kulmareiät, juoksupyörät, monimutkaiset pinnat | Pyörimisakselin kalibrointi koetin varmennus |
Jos osasi ovat enimmäkseen 2,5D-jyrsintää sorvatussa massassa, et välttämättä tarvitse täyttä moniakselia. Mutta jos teet niin, varmista, että rakentajalla on todistettu kalibrointimenetelmä ja se tukee varmennusrutiineja – tässä T&K-painotteinen valmistaja voi tehdä omistajuudesta sujuvamman.
Chip Control: käytettävyyden piilotettu tekijä komposiittikoneistuksessa
Sorvausjyrsintäkomposiittileikkauksella saadaan aikaan sekalaisia lastutyyppejä: pitkiä sorvauslastuja, katkenneita jyrsintälastuja ja naruisia poralastuja. Lastujen poisto ei ole kosmeettista – se vaikuttaa pinnan viimeistelyyn, työkalun käyttöikään, karakuormitushälytyksiin ja jopa akselin kulumiseen, jos lastut kierrättävät.
Mitä prosessiin suunnitella
- Käytä sorvaukseen lastunmurtajan geometrioita; älä "pakota" lastun katkeamista ylisyöttämällä, jos se vahingoittaa viimeistelyä.
- Järjestä toiminnot niin, että raskas sorvaus ei hautaa herkkiä jyrsintäpiirteitä lastujen alle.
- Korkeapaineinen jäähdytysneste on arvokkain syväporauksessa, katkaisussa ja kumimaisissa materiaaleissa.
- Tarkkaile lastujen pakkaamista osakaran/toissijaisen pitoalueen ympärillä; se on usein odottamattomien seisokkien lähde.
Koneita arvioidessasi kysy lastujen poiston suunnittelusta ja huollettavuudesta. Oikeissa kaupoissa, lastun stabiilisuus on usein yhtä suuri kuin tuotannon vakaus .
Lämpökäyttäytyminen: miksi "hyvää aamua, huonoa iltapäivää" tapahtuu?
Komposiittikoneet keskittävät enemmän lämmönlähteitä yhteen koteloon: pääkara, jyrsintäkara, servot, kuularuuvit ja usein toinen kara. Lämpötilan poikkeaman myötä myös työkalun keskipisteet ja karan kasvu ovat havaittavissa erityisesti pitkissä osissa tai syvissä porauksissa.
Myymälätaktiikat tarkkuuden vakauttamiseksi
- Lämmitä käyttämällä edustavia karanopeuksia ja akselin liikettä, ei vain tyhjäkäyntiä.
- Viimeistele kriittiset halkaisijat/poraukset sen jälkeen, kun kone on saavuttanut vakaan lämpötilan.
- Käytä mittausta kompensoimiseen: mittaa referenssiominaisuus ja korjaa poikkeamat ennen viimeisiä siirtoja.
- Jos toleranssisi on tiukka, standardoi jäähdytysnesteen lämpötila ja pidä kotelon ovet suljettuina viimeistelyn aikana.
Käytännön takeet: toistettavuus johtuu lämpökonsistenssista useamman kuin kertaluonteisen geometrian tarkistuksen.
Työkalunhallinta: Törmäysten estäminen ja leikkaamattomuuden lyhentäminen
Koska sorvaus- ja jyrsintätyökalujärjestelmillä on sama työskentelyalue, työkalujen hallinta on sekä tuottavuuden vipu että turvallisuusvaatimus. Törmäykset johtuvat usein huomaamatta jääneistä työkalun pituuden muutoksista, huonosti asetetuista nollapistesiirroista tai sorvaus- ja jyrsintäjaksojen välisistä sekakoordinaattisopimuksista.
Standardoinnin arvoinen prosessiohjaus
- Ylläpidä a tehokas koneistus sorvausjyrsintäkomposiittityöstökone kirjasto, jossa on tarkastetut mittapituudet ja rajoitukset; lukita muokkaukset käyttöoikeuksien taakse.
- Käytä työkalun esiasettimen koneen sisäistä mittausta mahdollisuuksien mukaan, jotta voit havaita siirtymät ajoissa.
- Standardoi turvalliset tasot sekä sorvaukseen että jyrsintään; Vältä "mukautettuja turvalentokoneita" ohjelmoijaa kohti.
- Ota käyttöön kuivakäyntiprotokolla uusille ohjelmille: pienempi syöttö, yksi lohko ja törmäystarkistus lähellä istukkaa/leukoja.
Tästä syystä pidämme varaosat ja teknisen tuen omistettuna yhdelle konetyypille: nopea vastaus on merkityksellisin, kun yrität suojata käyttöaikaa.
Työnpitovalinnat, jotka tekevät tai rikkovat komposiittikoneistuksen
Sorvausjyrsintäkomposiittityössä istukka ja leuat tekevät muutakin kuin pitävät kiinni – ne määrittävät peruspisteen, vaikuttavat pyöreyteen ja määrittävät, ovatko siirtotoiminnot vakaat. Liiallinen kiristys voi muuttaa ohutseinäisiä osia; alikiinnitys aiheuttaa mikroluiston, joka pilaa pinnan viimeistelyn ja asennon tarkkuuden.
Yleisiä skenaarioita ja parhaita käytäntöjä
- Ohuet putket / renkaat: käytä pehmeitä leukoja porattuina samalla puristusvoimalla kuin tuotannossa; viimeistele kriittiset tunnisteet, kun stressi on tasaantunut.
- Pitkät akselit: käytä takatukea/tukea tai vakaita ratkaisuja; priorisoi tärinänhallinta ennen nopeuden lisäämistä.
- Siirto osakaralle: lisää paikannusominaisuus (pilotti/olkapää), jotta toinen ote viittaa tunnettuun pintaan.
- Suuri vääntömomentti jyrsintä sorvatussa massassa: tarkista leuan hammastus ja kosketuskuvio; huono kontakti on hiljainen keskustelun lähde.
Jos haluat nopean arvioinnin: paranna ensin työnpitoa ja sitten säädä parametreja – työnpidon muutokset voivat tuottaa tulosta välitön sadonparannus .
on erikoistunut
työstökoneen tutkimus- ja kehitys-, valmistus- ja myyntipalvelut
teollisuus. Mukautettu CNC-sorvaus- ja jyrsinkone ja CNC-sorvaus- ja jyrsintäkomposiittikeskuksen tehdas.
Kokenut henkilökunta ja asiantuntijat ovat aina käytettävissäsi
ammattitaitoista ohjausta ja ratkaisuja teknisiin ongelmiin.
Tuote
Miksi Me
Uutishuone
Pikalinkit
Tekijänoikeus © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

